尼龙轮-视频-尼龙轮_银川[周边](更新时间:2026-01-04 19:30:33)
更新时间:2026-01-04 19:30:33
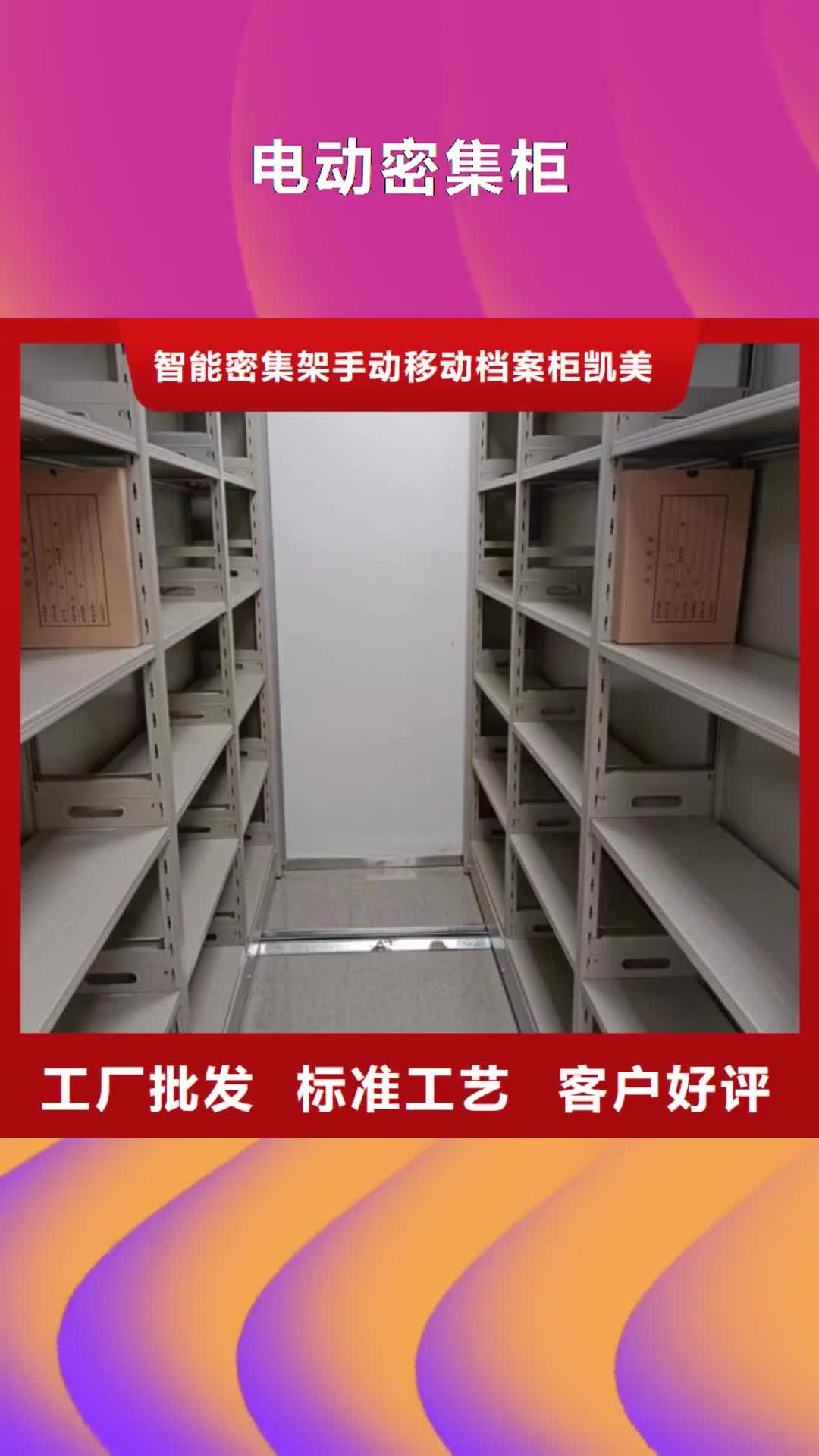
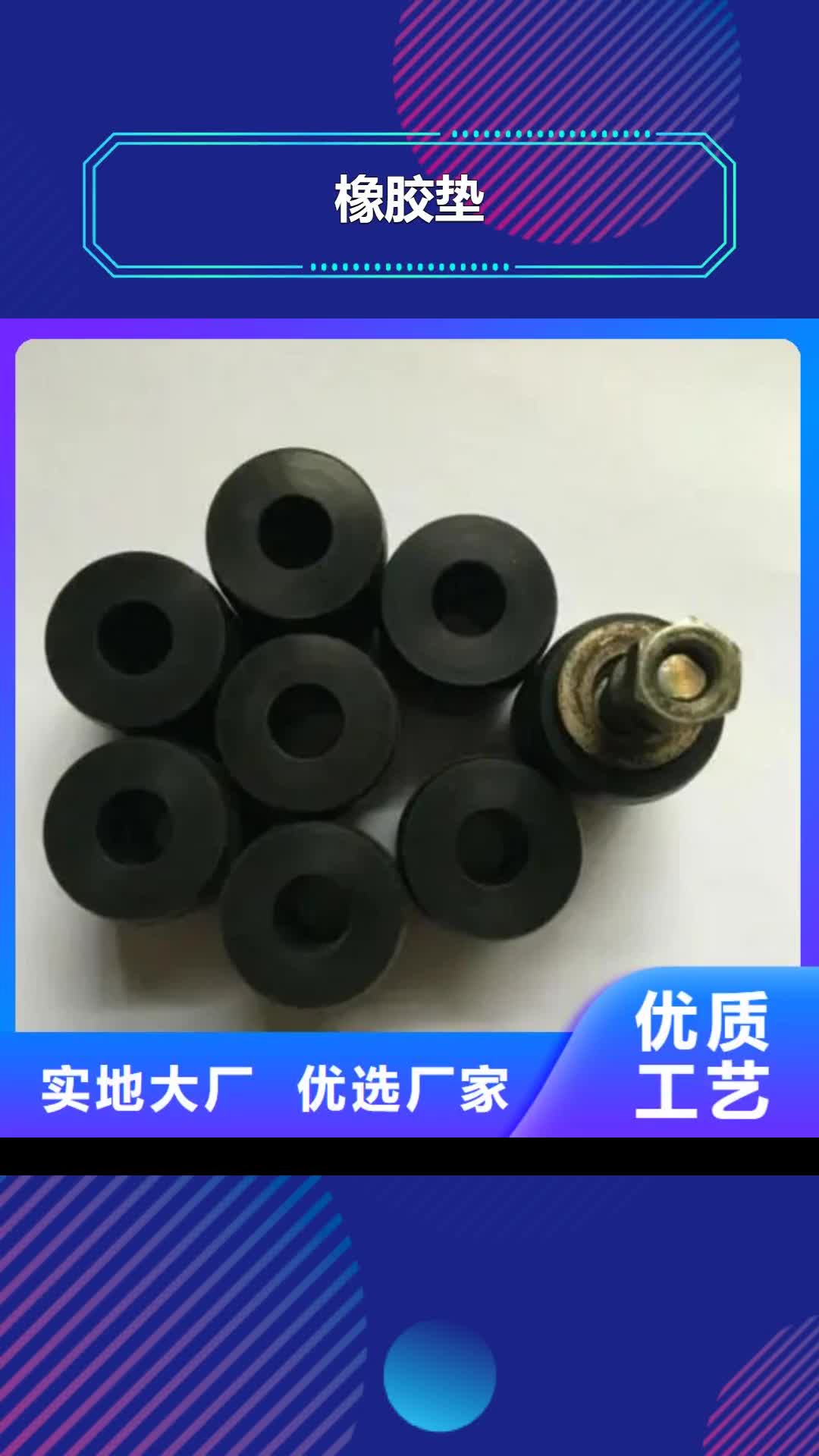
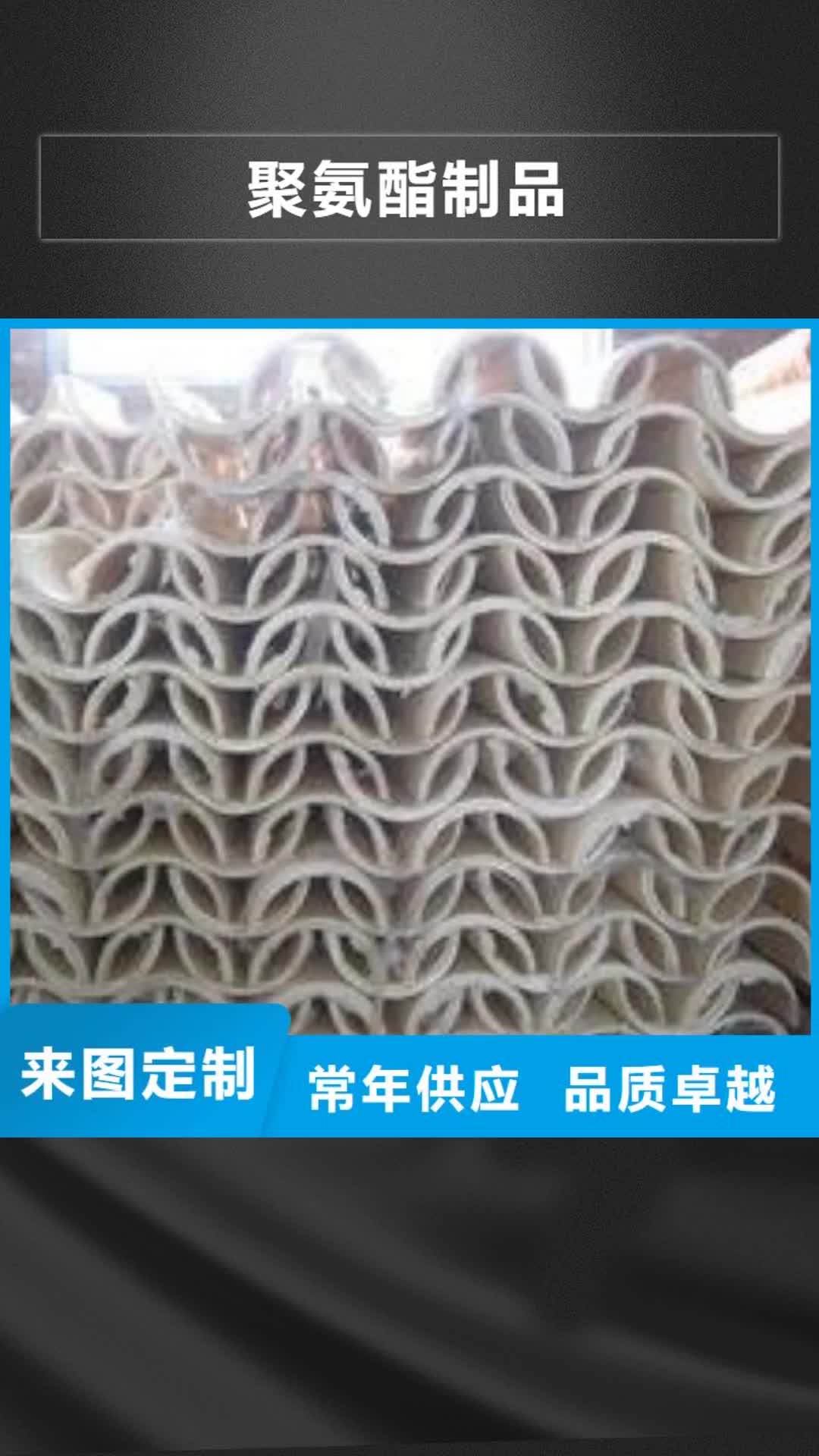
Tags: 注塑产品




一部视频,让您轻松掌握注塑产品产品的核心优势。赶紧观看,开启您的产品体验之旅。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 7天内 |
| 供货总量 | 9999 |
| 运费说明 | 电议 |
| 小起订 | 10 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | PE PP PA POM PEEK PPS PU |
| 产品品牌 | 铭诺 |
| 发货城市 | 河北衡水 |
| 产品产地 | 河北衡水 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 定制 |
| 质保时间 | 180天 |
| 适用领域 | 各种机械设备 |
| 是否进口 | 否 |
| 质量认证 | 合格 |
| 范围 | 服务网络覆盖宁夏 银川 等区域。 |

,铭诺橡塑制品(银川分公司)(银川分公司)mnxs3671是一家专业生产的厂家,始终致力于为用户提供产品。我们深知,只有不断追求,才能满足市场的需求和客户的期望。欢迎新老客户来电咨询,联系人:杜鑫鑫-18631871991,地址:[景县景龙路南、杜桥镇草厂村西北]。

注塑产品 制品裂纹的方法 制品产生裂纹的原因: 1-1 由于成型设定条件引起的残余应力(过饱模) 1-2脱模时发生的残余应力 1-3制品的形状引起的应力集中 1-4 同镶块的热膨胀引起的误差 1-5材料的劣化 相关联的知识: 2-1 跟上一节变形同一原因 2-2 金属镶块预先加热,则可以缓和成型时的残余应力,同样的原理,用成型后的退火代替镶块加热也是一种方法. 2-3 在成型设定条件中,用下降射出压力这一措施是有效的。 2-4 如果脱模销分别是平衡的,在脱模是加上大点的力。

注塑产品 产生网状龟裂的原因 1-1 残余应力(过充) 1-2脱模时的力 1-3过大的载荷 、相关联的知识241 龟裂同裂纹看起来很像,但本质上是差异的两种意思,即龟裂不是象空除样的缺陷,因加上的应力在平行方向排列的高分子自身,因而如对其加热,就能返回没有龟裂的状态,用这种方法就能够区分出网壮龟裂和裂纹。2-2高冲击聚乙烯耐冲击性强,聚苯乙烯中分散的像胶粒子成为应力集中点,多数发生了微细的龟裂,这是因为吸收了变形能量。ABS 因非常地细微,龟裂也非常微细,耐冲击更优越。 23鱼势白然地成为势红是不可能的,但同时,因鱼势部的察度只有其他部的 50%60%,就是说有非学微织的间混在里面应老虑到如何加了非常大的力时,这个空隙有扩大的趋向而成为间隙。 2-4 网状龟裂同所谓白化是同一现象.在透明材料中因那能看见条状发光,通常把这称为网状龟裂

注塑产品 浇口断裂的方法 产牛浇口断裂的原因 1-1 浇1附近的残留应力 1-2 口附近的配向 相关联的知识 2-1 出于浇口附近的压力很大,不是产生残留应力就是产生配向问题,请参考裂纹这·节 出于材料的差异 4-1PVC,内稀类材料等因流动性不好,使用 制品厚度差异的方法 制品产生厚度差异的原因 1-1偏差 1-2由于射出模具的起被 1-3由于射出压模具的变形 相关联的知识 2-1 模具只要有稍微的偏差,就会使流入模具的熔融材料不均匀,刚开始对流入则施加了大的压力,使模县产生变形,偏差就越来越大,即使在楼具不偏差的场合,如果是设置了流入不均匀的浇口也会产生同样的结果2-2为了防止动,静模的偏移以及变形,有时有必要设置可靠的锁定凹槽三解决方法 3-1即时:下降注射压力 3一2长期:动静模的内腔同模芯对准,设置凹槽强制调整 四由于材料的差异 4-1 流动性好的材料只要较低的压力就能进入型腔,制品产生厚度差异就困难。 参考事项 5-1 使用粗的导向销来代替凹槽效果不大。








大家都爱看